
熱壓後處理 3D 打印連續碳纖維增強熱塑性塑料
2019-09-21
熱壓後加工
| 儘管經典的熔融沈積成型工藝(FDM)在製造複雜結構件方面具有先天優勢,但使用該技術製造的部件仍然存在強度不足和耐熱性低的問題。 |
為了增加產品的強度,使用輕質、高強度的纖維增強材料是一種非常有效的方法。 一些研究人員將短切纖維混合到樹脂材料中,並加工出用於 FDM 的纖維增強線。 這種短切纖維增強線所繼承的典型FDM工藝雖然具有形成複雜地貌構件的優勢,但其對產品強度的提升並不是很明顯,並不能滿足我們所期望的高強度要求. 與短切纖維增強材料相比,連續纖維增強材料可以大大提高製品的強度,但由於纖維的連續性限制,成型方法缺乏形成複雜結構件的能力。
為了解決上述連續纖維增強成型的問題,日本高中的研究人員MY和YK專門設計製造了一種新型擠出噴嘴(圖1)。
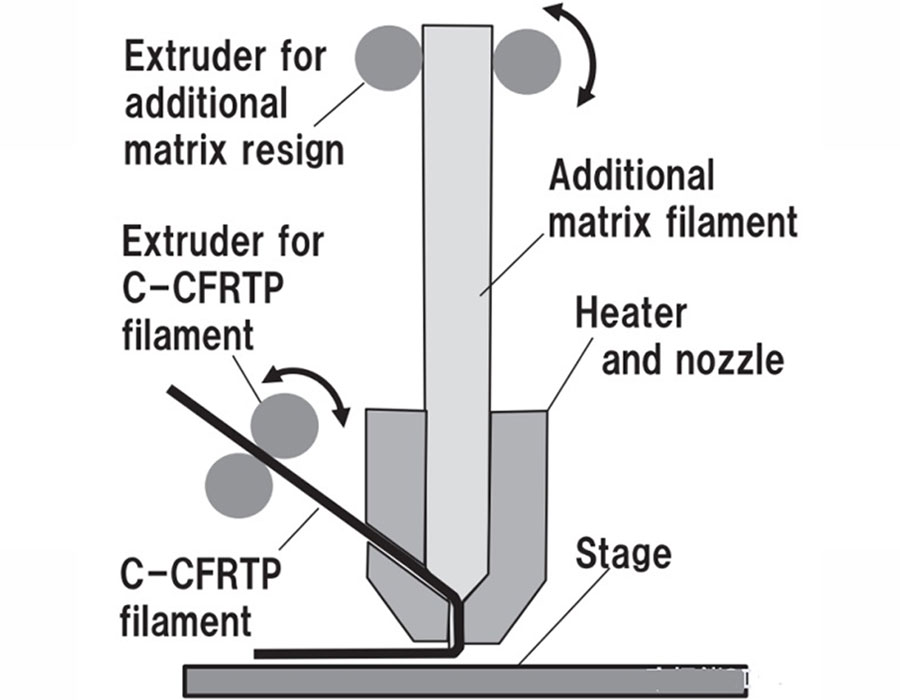
圖 1 MY 和 YK 設計的噴嘴
不同於傳統的連續纖維增強設備,該噴嘴使用兩個進料裝置來控制連續碳纖維增強熱塑性線材和附加樹脂線材的進料。 他們使用的連續纖維增強熱塑性線材是由直徑為6mm的PA0.3包裹碳纖維製成的線材,其中碳纖維體積含量Vf控制在50%,附加樹脂材料為尼龍645。噴頭打印的層截面如圖2所示。單層的下部為連續纖維增強熱塑性材料,上部為附加樹脂材料。 從圖中可以看出,額外的樹脂材料可以彌補纖維增強。 材料的溝壑減少了印刷過程中空隙的產生。
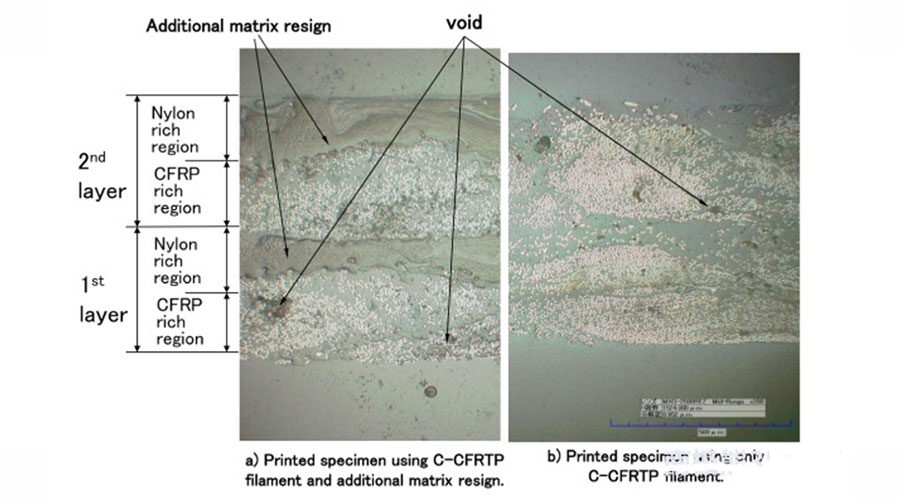
圖 2 印刷單層剖視圖
此外,MY和YK使用他們開發的設備製備拉伸試樣並進行機械拉伸試驗。 測試結果表明,樣品的彈性模量E達到53 Gpa,泊鬆比γ 0.39,抗拉強度σb 701 MPa。
根據MY和YK的觀察,他們推測成型件單層內部氣孔的存在對產品的力學性能有非常顯著的影響,並推測他們隨後決定了熱處理工藝根據材料的性質加熱樣品。 並熱壓以消除內部孔隙。 結果表明,熱處理後試樣的拉伸強度沒有明顯提高(20%),但熱壓後的試樣與未處理試樣相比,彈性模量和拉伸強度提高了一倍。 研究人員認為,熱壓工藝消除了單層中的孔隙,從而顯著提高了產品的機械性能。
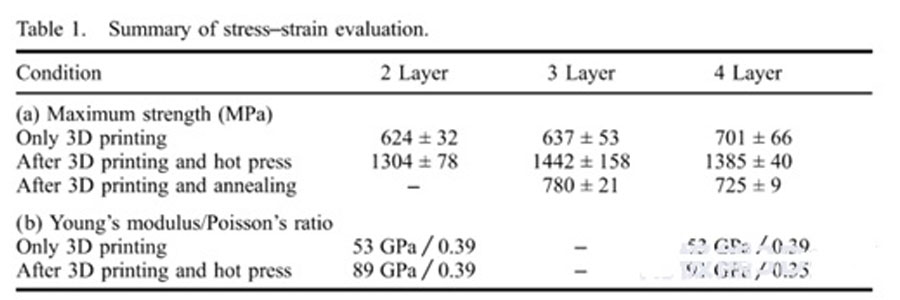
表1 不同熱處理工藝的力學性能比較
參考文獻:Yamawaki, M., & Kouno, Y. (2018)。 使用預成型件通過三維打印和熱壓成型製造連續碳纖維增強熱塑性塑料的製造和機械表徵。 先進複合材料,27(2),209-219。 doi:10.1080/09243046.2017.1368840
本文鏈接: 熱壓後處理 3D 打印連續碳纖維增強熱塑性塑料
轉載聲明:如無特殊說明,本站所有文章均為原創。 轉載請註明出處:https://www.cncmachiningptj.com/,謝謝!
 PTJ® 提供全方位的定制精度 數控加工中國 服務。ISO 9001:2015 & AS-9100 認證。 3、4、5軸快速精度 數控加工 服務包括銑削、按客戶要求車削、能夠加工具有 +/-0.005 毫米公差的金屬和塑料加工零件。次要服務包括 CNC 和常規磨削、鑽孔、壓鑄,鈑金 和 沖壓.提供原型、完整的生產運行、技術支持和完整的檢驗。服務於 汽車, 航天, 模具和夾具, LED 照明,醫生、自行車和消費者 電子產品 行業。 準時交貨。請告訴我們您的項目預算和預期交貨時間。 我們將與您一起制定戰略,提供最具性價比的服務,助您達成目標,歡迎聯繫我們( sales@pintejin.com ) 直接用於您的新項目。
PTJ® 提供全方位的定制精度 數控加工中國 服務。ISO 9001:2015 & AS-9100 認證。 3、4、5軸快速精度 數控加工 服務包括銑削、按客戶要求車削、能夠加工具有 +/-0.005 毫米公差的金屬和塑料加工零件。次要服務包括 CNC 和常規磨削、鑽孔、壓鑄,鈑金 和 沖壓.提供原型、完整的生產運行、技術支持和完整的檢驗。服務於 汽車, 航天, 模具和夾具, LED 照明,醫生、自行車和消費者 電子產品 行業。 準時交貨。請告訴我們您的項目預算和預期交貨時間。 我們將與您一起制定戰略,提供最具性價比的服務,助您達成目標,歡迎聯繫我們( sales@pintejin.com ) 直接用於您的新項目。





